Il est recommandé, dans la mesure du possible, d'appliquer le flux sous forme de pâte sur les pièces à braser
Les poudres peuvent être mélangées pour former des pâtes en ajoutant de l'eau jusqu'à ce que le mélange prenne la consistance d'une pâte épaisse. En outre, quelques gouttes de liquide vaisselle améliorent le mouillage sur des matériaux de base propres.
La pâte de flux doit être appliquée sur les deux surfaces du joint à braser avant l'assemblage. Si le flux n'est appliqué qu'après l'assemblage, les propriétés de fluidité du flux fondu et sa capacité à pénétrer dans les fentes capillaires sont soumises à de fortes exigences.
Le pinceau est une méthode efficace pour appliquer une fine couche de pâte sur le joint à braser et son pourtour.
Le flux de brasage peut être appliqué en plongeant un ou plusieurs composants d'une structure dans un récipient contenant du flux. La manière la plus efficace de procéder est d'utiliser une pâte fluide.
L'application automatique du flux est possible et est utilisée dans la production en masse. Pour plus d'informations, contactez un ingénieur commercial de Johnson Matthey.
Cette technique consiste à plonger une baguette de brasure chaude dans du flux en poudre. Ainsi, une portion de flux adhère à l'extrémité chaude de la baguette de brasure et doit ensuite être appliquée sur le point de brasage. Il s'agit d'une méthode pratique pour appliquer un flux de brasage fort. Il est toutefois plus difficile d'obtenir une bonne pénétration de l'interstice de brasage qu'avec une pâte de flux. Une variante de cette technique est l'utilisation de baguettes de brasure enrobées de flux
Une brasure fondue ne mouillera et ne coulera sur un matériau de base que si la brasure et le matériau de base sont totalement exempts d'oxydations de surface. Sur une surface nettoyée à blanc et exempte d'oxydation, sans revêtement de flux, une nouvelle couche d'oxyde se forme rapidement lors de la chauffe. Les mesures suivantes sont nécessaires pour obtenir une surface exempte d'oxydation:
Les flux de brasage sont exclusivement conçus pour éliminer les films d'oxydation. Les autres impuretés telles que la saleté, la poussière, l'huile, la peinture ou le vernis doivent être éliminées avant le brasage, par des moyens mécaniques et/ou chimiques.
Lors du brasage, l'efficacité de chaque flux dépend à la fois de la température et de la durée du brasage, des matériaux de base et de la quantité de flux appliquée.
Pour être efficace, le flux doit être fondu et actif avant que la brasure ne fonde. De plus, il doit rester actif jusqu'à ce que la brasure ait traversé l'interstice et se soit solidifiée en refroidissant. Les plages de travail des flux pour brasage fort Johnson Matthey sont indiquées dans le tableau de la page 27. Il est recommandé de choisir un flux qui devient actif au moins 50°C en dessous du solidus du métal d'apport et qui reste actif jusqu'à au moins 50°C au-dessus du liquidus du métal d'apport. Cela permet de s'assurer que le flux agit pendant toute la durée du processus de brasage.
Le flux doit dissoudre les oxydations à la surface de la pièce et éliminer les nouvelles oxydations qui se forment continuellement pendant le chauffage jusqu'à la fin du processus de brasage. Un flux ne peut pas dissoudre indéfiniment les oxydations. Plus le cycle de chauffage est long, plus il est probable que l'effet du flux diminue et que des résidus noirs se forment. La durée pendant laquelle un flux reste efficace dépend notamment de la température de travail et du type de matériau de base. Si les cycles de chauffage sont trop longs, le flux peut devenir inactif. Dans ce cas, il est recommandé d'utiliser un flux avec une plage de travail plus élevée.
Lors de cycles de chauffage très courts et rapides, un flux peut être porté sans risque à une température qui est également supérieure à sa température de travail maximale recommandée.
Les flux Johnson Matthey conviennent au brasage du cuivre, du laiton, de l'acier doux et de la plupart des autres matériaux couramment utilisés dans l'ingénierie.
Il existe des flux spéciaux pour le bronze d'aluminium, l'acier inoxydable, le tungstène, le molybdène et le carbure de tungstène. Les flux de brasage à l'argent ne sont pas efficaces sur l'aluminium, le magnésium, le titane et leurs alliages.
La quantité de flux nécessaire varie en fonction du type d'application. Il suffit généralement d'appliquer une fine couche de flux de brasage sur les surfaces de l'espace de brasage et de ses environs à l'aide d'un pinceau. Loin de nuire à la qualité de la soudure, l'application d'une quantité excessive de flux peut même faciliter son élimination. Une application de flux sur les pourtours du point de brasage empêche l'oxydation de la pièce. L'application d'une quantité insuffisante de flux peut mettre fin prématurément à son efficacité, ce qui entraîne des jointures inesthétiques et défectueuses.
A noter: Il est toujours préférable d'appliquer trop de flux que pas assez!

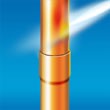
Le flux devient blanc et se solidifie tandis que l'eau s'évapore.

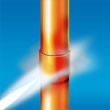
Juste avant d'atteindre la température de brasage, le flux devient transparent et s'écoule comme de l'eau.

Le flux protège la pièce de l'oxydation pendant la fusion du métal d'apport.
Comment et quand utiliser une baguette de brasure enrobée de flux? Les baguettes de brasure enrobées de flux réunissent le flux et la brasure en une seule forme pratique. Les baguettes de brasure enrobées de flux offrent différents avantages:
Les baguettes de brasage enrobées de flux sont adaptées aux points de brasage pour lesquels seule une pénétration limitée du flux dans le filet de brasage est nécessaire. Si le métal d'apport doit s'écouler entièrement dans une fente capillaire plus longue, il faut enduire de flux toute la surface de la fente avant de la chauffer
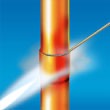
Après avoir chauffé la jointure, le flux de la baguette de brasure doit être appliqué sur la jointure chaude en tapotant, en lissant et en le faisant fondre.
Le flux ainsi déposé protège alors les composants à braser lors de la poursuite du chauffage jusqu'à ce que la température de brasage soit atteinte, à laquelle le flux restant doit être écoulé de la baguette de brasage.
En faisant tourner la baguette entre les doigts, on s'assure que le flux fond uniformément de la tige sur le composant.
Il faut éviter de chauffer directement la baguette avec le chalumeau, car le flux s'égoutte alors de la baguette et n'est plus disponible pour le brasage suivant.
Dans ce cas, il ne resterait que la baguette de brasure nue sans gaine de flux.
Les résidus de flux doivent être complètement éliminés, par exemple en les trempant dans de l'eau chaude pendant environ 30 minutes.

1. Alliages de brasage auto-fluxants (c'est-à-dire qu'aucun flux supplémentaire n'est nécessaire) pour les assemblages cuivre-cuivre.
2. Chauffez toute la zone à braser à la flamme.
3. Lorsque les composants ont une couleur rouge cerise mate, dirigez la baguette de brasure vers le point à braser.

4. Utilisez la chaleur du chalumeau pour attirer la soudure liquide dans et autour du joint. Après le brasage, laisser refroidir à l'air.
L'utilisation de pâtes requiert une manipulation différente de celle des autres formes de brasage fort ou de consommables de brasage. Les principes de base de la jointure avec un espace capillaire étroit, le dégraissage des matériaux de base, la méthode de chauffage correcte, l'élimination des résidus et les exigences de sécurité sont toujours valables.
Alors qu'aucune forme particulière n'est exclue du brasage à la pâte, l'adéquation d'un composant dépend de la disponibilité d'un espace suffisant pour positionner la pâte avec la quantité de brasure nécessaire. Idéalement, il faut que les composants disposent d'une surface appropriée pour positionner la pâte de manière adéquate.
Les principes généraux suivants fournissent des indications sur le positionnement de la pâte à braser: